Operaciones básicas en tubos de vidrio
Tiempo de lectura estimado: 13 minutos
- Pulido al fuego y Extremos ensanchados
- Ensanchamientos mediante Giro
- Ensanchando piezas cortas de Tubo
- Ensanchamientos en Tubos de Vidrio Estacionarios
- Puntas
- Mangos a partir de varillas de vidrio
- Tubos de Fondo Redondo
- Tubos de Fondo Plano
- Haciendo constricciones (reducciones de diámetro)
- Reparación de fisuras en vidrio
- Pelado o barrido
- Uso de varilla de vidrio o varilla de parche
Manipular los tubos y varillas de vidrio es una de las primeras habilidades que debe desarrollar un soplador de vidrio científico y que le permitirá hacer equipos sencillos, así como arreglar desperfectos y daños básicos.
Pulido al fuego y Extremos ensanchados
Es práctica común en el soplado de vidrio pulir al fuego los extremos de todos los tubos. Esto elimina el borde afilado que queda después de cortar y, además, hace que el borde sea mecánicamente más resistente.
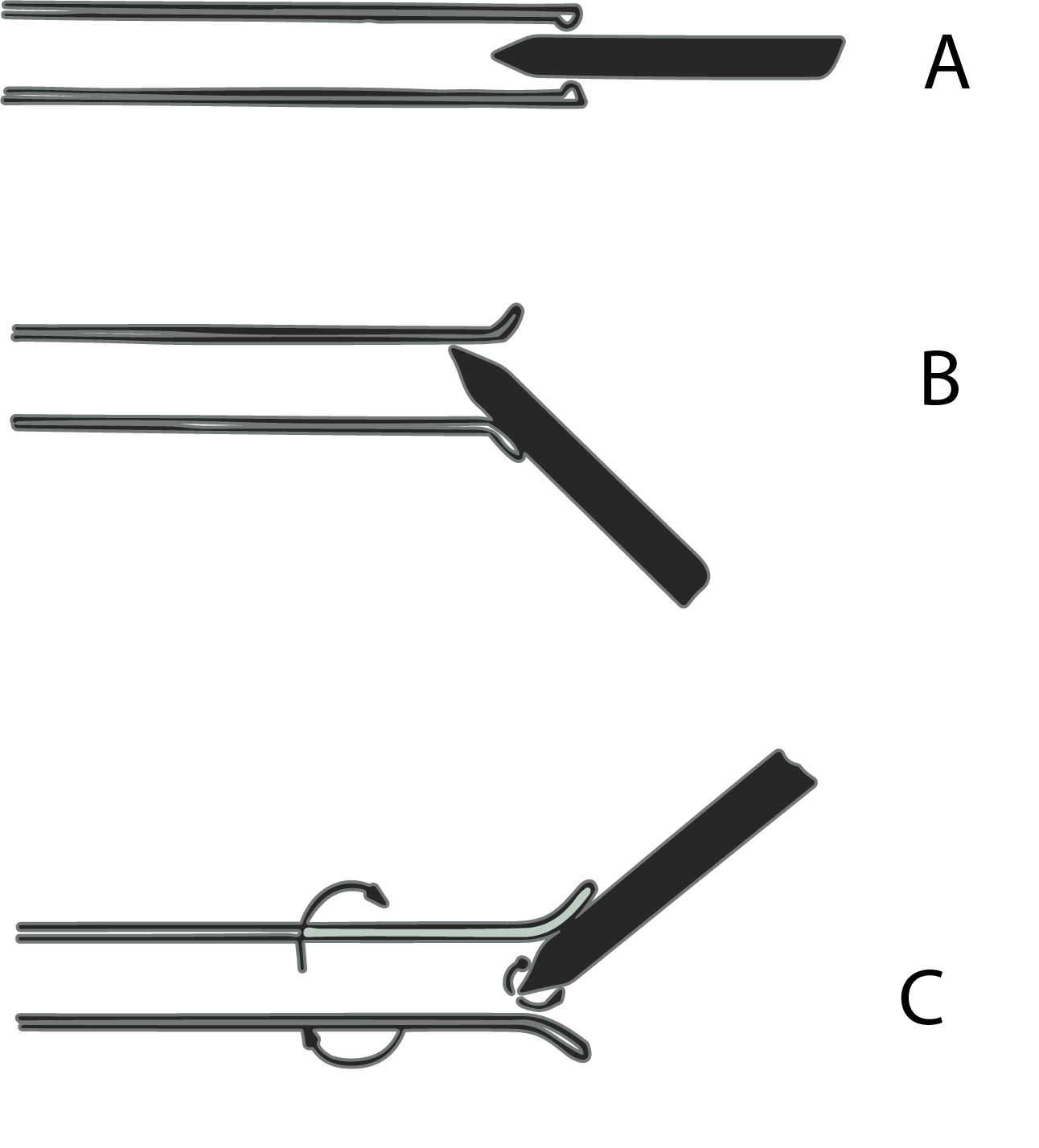
El ensanchamiento se logra calentando el borde del tubo hasta que se haya encogido aproximadamente 2 a 3 mm. El tubo se retira de la llama y se gira contra una varilla de carbono sostenida en la mano opuesta, como se muestra en la Figura 1(A). Esto hará que el borde del tubo se ensanche a un diámetro 2 a 3 mm más grande que el resto del tubo.
Ensanchamientos mediante Giro
Para realizar ensanchamientos grandes, o ensanchamientos que se giren en ángulos rectos respecto al eje del tubo, el tubo debería cortarse con una sierra de corte de vidrio si es posible, o ser pulido para que quede plano. Si no se dispone de instalaciones para ninguno de estos métodos, el tubo de vidrio debería cortarse y los bordes alisarse calentándolo y aplanándolo con una paleta de carbono.
El tubo que se vaya a ensanchar debe ser sostenido en soportes con rodillos de banco, con el extremo tapado más lejos de la llama. Un giro rápido se puede obtener moviendo la palma de la mano de un lado a otro a través del tubo. Al hacer los ensanchamientos no es necesario que la rotación sea en la misma dirección todo el tiempo. Sin embargo, es importante que se produzca un giro rápido.
El giro por sí solo es suficiente para producir un ensanchamiento medio en un tubo, pero se puede acelerar la acción de ensanchamiento, o hacer un ensanchamiento más grande, utilizando una varilla de carbono como se muestra en la Figura 1(B). Se debe usar una paleta de carbono para llevar el ensanchamiento hasta los ángulos rectos y para el alisado final.
Ensanchando piezas cortas de Tubo
Piezas cortas de tubo de vidrio que no sean fácilmente adaptables al método de giro rápido se pueden ensanchar apoyando el extremo del tubo en un rodillo y haciendo el ensanchamiento en la llama mediante una varilla de carbono. El vidrio se gira de tal manera que la parte superior del tubo se aleja del soplador de vidrio, mientras al mismo tiempo la varilla de carbono (de 6 a 10 mm de diámetro) se balancea en un arco con la dirección del movimiento opuesta a la del vidrio.
Mover el vidrio y la varilla de carbono en direcciones opuestas tiende a suavizar las irregularidades en el ensanchamiento que se acentuarían si ambos se movieran en la misma dirección.
Ensanchamientos en Tubos de Vidrio Estacionarios
Los ensanchamientos en piezas estacionarias de tubos de vidrio o vidrio que no se puedan girar se deben hacer mediante varillas de carbono hexagonales. Cuando se vaya a utilizar estos modeladores de carbono, el extremo del tubo de vidrio debería calentarse moviendo la llama de una antorcha de mano de un lado a otro hasta que el vidrio se caliente de manera uniforme. Cuando el vidrio empiece a espesar, pero antes de que se encoja y pierda la forma, se debería insertar la varilla de carbono y hacerla girar rápidamente de un lado a otro unas cuantas veces o hasta que el vidrio se fije.
Puntas
Una práctica para desarrollar habilidad en el trabajo con vidrio puede ser la elaboración de pequeños tubos de vidrio. Esto se hace sosteniendo piezas cortas de tubo calentando el tubo en el medio y estirándolo. Para hacer esto, se gira el tubo en una llama hasta que se caliente una longitud del 1,5 cm. Cuando el vidrio esté maleable, se retira de la llama y, mientras se sigue girando, se estira lentamente unos 20-25 cm. Esta sección estirada se puede derretir por la mitad, cerrando ambas «puntas». Si las puntas no están en línea con el resto del tubo, será necesario calentarlas en la unión con el tubo grande y enderezarlas.
Hacer puntas es una excelente práctica en la rotación.
Mangos a partir de varillas de vidrio
Se puede hacer un mango a partir de una varilla de vidrio calentando el extremo del tubo, adjuntando la varilla y, mientras se sigue girando, extrayendo el vidrio blando hasta que el extremo se cierre. Luego se debe sellar un extremo fresco de la varilla de vidrio a la punta de la sección extraída, asegurándose de que el eje de la varilla se alinee con el eje del tubo.
El extremo abierto del tubo debería tener un tapón de goma para adjuntar un tubo de soplado y soplar mientras el vidrio está en la llama.
Tubos de Fondo Redondo
Un tubo de fondo redondo se forma mediante el mismo procedimiento utilizado para cerrar un mango de varilla de vidrio, excepto que, después de cerrar el tubo, el extremo se calienta uniformemente en la llama para permitir la distribución uniforme del vidrio sobre la superficie redondeada.
La gota o globo pesado de vidrio que queda en la punta de la esfera se puede quitar tocando un pedazo de varilla al vidrio ablandado y quitando el exceso de vidrio. También se pueden usar pinzas para quitar parte del exceso de vidrio.
El extremo cerrado debería ser recalentado hasta que la distribución del vidrio parezca ser uniforme, momento en el que se debería retirar de la llama y soplar en una forma esférica. Varias sopladuras de aire deberían ser suficientes y el tubo debería ser girado continuamente hasta que el vidrio se fije. Si se mantiene el tubo vertical para el soplado final, el fondo redondo debería ser más simétrico.
Tubos de Fondo Plano
Los tubos de fondo plano se inician siguiendo el procedimiento para hacer tubos de fondo redondo, con la excepción de que no se utiliza el tubo de soplado. Después de formar el extremo redondeado, se debe prestar especial atención para quitar la protuberancia de vidrio grueso en el centro de la sección redondeada lo más completamente posible. Cuando se haya quitado completamente esta zona gruesa, se debería girar el tubo con la llama directamente en el centro de este. Esto hará que el extremo del tubo se aplane, y mediante la elevación y la bajada alternas del extremo plano del tubo, la distribución del vidrio en la sección plana se volverá uniforme.
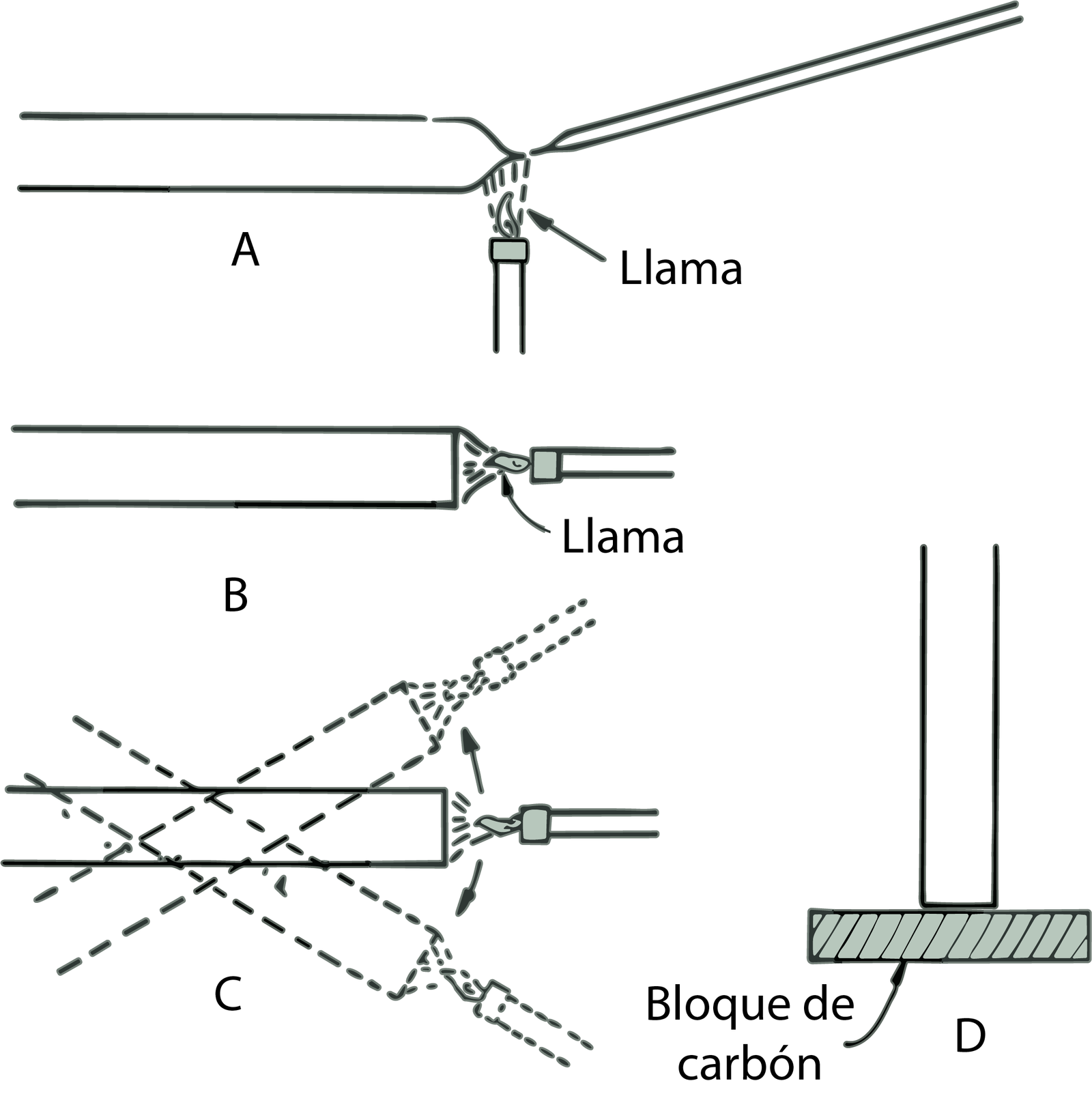
Se debe tener cuidado para asegurarse de que la llama no sea demasiado grande, ya que una llama demasiado grande salpicará por los bordes del tubo, ablandando demasiado el vidrio y dando como resultado bordes desiguales y una superficie plana que no esté a ángulos rectos con el eje del tubo. Se debe prestar especial atención en seleccionar un trozo de tubo con un grosor de pared lo más uniforme posible para hacer tubos de fondo plano. El tiempo dedicado a revisar y verificar el tubo de vidrio que se va a utilizar se verá recompensado con un trabajo más suave y con mejor aspecto.
Un tubo de fondo plano también se puede hacer colocando el extremo calentado de un tubo cerrado en un bloque de carbono, sin embargo, la sección aplanada hecha de esta manera no tendrá la claridad óptica o suavidad obtenida por el primer método descrito.
Haciendo constricciones (reducciones de diámetro)
Se pueden hacer tres tipos de constricciones. En el primer tipo, el diámetro exterior del tubo sigue siendo el mismo, pero se construye el interior del tubo. Este tipo de constricción se utiliza ampliamente en aparatos como manómetros para ralentizar el flujo de mercurio.
Es más resistente mecánicamente debido a las paredes gruesas; sin embargo, debido a estas paredes gruesas, debe ser bien recocido tan pronto como se termine. Para hacer este tipo de constricción, se gira un tubo de vidrio mientras se calienta en una llama de gas-oxígeno. Durante este calentamiento se mantiene una ligera presión de compresión entre ambas manos, lo que aumenta el grosor de la pared.
No es necesario soplar si el calentamiento se hace cuidadosamente, pero se recomienda que se adjunte un tubo de soplado para usar en caso de que el calentamiento se haga demasiado rápido. El calentamiento rápido hará que el vidrio se encoja demasiado rápido y resultará en que el interior del tubo sea más pequeño de lo deseado, o con un calentamiento extremo, el tubo se cerrará completamente, resultando en una sección de varilla.
Si el soplado se hace necesario en la realización de una constricción, el soplado real debe retrasarse, después de retirar el vidrio de las llamas, hasta que los hombros finos del vidrio tengan tiempo para endurecerse.
Si el soplado se hace demasiado pronto, estos hombros se soplarán aún más delgados y se volverán inadecuados para su uso, desde el punto de vista de la resistencia mecánica y la apariencia. El vidrio delgado en los hombros se puede engrosar nuevamente calentándolo cuidadosamente y aumentando el grosor de la pared con la misma presión de compresión que se usó durante el primer soplado de la constricción.
El segundo tipo de constricción se logra manteniendo el grosor de la pared de la constricción igual al del tubo original. Esto se hace girando el tubo de vidrio en una llama hasta que se ablande; como una llama aguda de oxígeno y gas tiende a espesar el vidrio, se utiliza una llama más suave o gaseosa y el vidrio se calienta solo hasta el punto de ablandamiento.
La constricción se forma mientras se gira el vidrio en la llama, y este se continúa hasta que la constricción sea casi del diámetro interior y la longitud deseados. El tamaño final se hace después de retirar el vidrio de la llama, y es solo suficiente para llevar la constricción a las dimensiones deseadas y realinearla con el tubo original.
También se recomienda el uso de un tubo de soplado para hacer este tipo de constricción, pero en lugar de soplar presión en el vidrio, se mantiene una ligera reducción de la presión succionando ligeramente en el tubo de soplado para aumentar la velocidad con la que se puede formar la constricción.
La tercera constricción, es el tipo comúnmente utilizado para tubos de sellado en equipos de vacío. El grosor de las paredes de estas constricciones es generalmente de dos a tres veces el del tubo original. Con la excepción de una llama caliente de oxígeno y gas utilizada para inducir al vidrio a espesar, la técnica utilizada para hacer estas constricciones sigue la empleada en las constricciones anteriormente mencionadas.
Reparación de fisuras en vidrio
La reparación de fisuras en tubos de vidrio no sigue una regla establecida, ya que el éxito o el fracaso de esta operación depende de lo que sucede con la fisura durante el calentamiento inicial. Cuando un aparato completo e intrincado desarrolla una fisura, es un buen procedimiento probar la sección de vidrio alrededor de la fisura con un polariscopio para ver si quedan tensiones graves. Si esta prueba muestra que hay tensiones, la pieza debe pasar por el horno de recocido antes de intentar hacer las reparaciones.
Con piezas más pequeñas de aparatos y aquellos que aún no han sido terminados, no es necesario pasar por el horno de recocido de manera preliminar. Con estos y con una fisura que se extiende longitudinalmente por un tubo, a menudo se puede lograr la reparación calentando cuidadosamente el tubo debajo del extremo de la fisura.
A medida que la temperatura del vidrio se acerca a la temperatura de la llama, el quemador se mueve lentamente, acercando el calor a la fisura. Se debe utilizar una llama muy gaseosa para este calentamiento inicial con muy poco o nada de aire encendido hasta que el vidrio se haya calentado lo suficiente para que la llama se juegue directamente sobre la fisura.
En algunos casos, la llama de gas-aire por sí sola crea suficiente calor para cerrar la fisura, aunque generalmente es más seguro calentar y rehacer el vidrio donde estaba la fisura con una llama de gas-oxígeno para asegurar una fusión completa del vidrio.
Si es posible, es deseable soplar en el aparato durante el calentamiento para garantizar una curación completa de la fisura. Cuando no es posible soplar, en algunos casos, el vidrio se puede sellar y remodelar con una varilla o paleta de carbono.
Algunas fisuras tienen tendencia a correr y abrirse cuando se les dirige una llama de gas-oxígeno. Para aliviar esta tendencia, es recomendable aplicar una ligera presión de succión a través del tubo de soplado al calentar el vidrio, ya que esto tiende a jalar el vidrio y unirlo.
Cuando la fisura se abre a pesar de todas las precauciones, se puede utilizar una aguja de tungsteno para empujar los bordes hacia el otro y llenar la fisura, o se puede usar una varilla de vidrio y llenar la fisura con vidrio fresco. Cuando se utiliza este último método, es importante que la varilla de vidrio esté limpia y libre de polvo o materiales extraños que puedan trabajarse en el vidrio.
Pelado o barrido
El método por el cual se hace cuadrado un borde dentado o desigual de un tubo de vidrio calentándolo en una llama aguda de gas-oxígeno y quitando el exceso de vidrio con una varilla de vidrio se llama pelado o barrido.
Para hacer esto, se calienta un segmento corto del borde áspero hasta que esté blando y se retira el vidrio ablandado con una varilla de vidrio o un par de pinzas. Es mejor calentar y retirar una pequeña cantidad de vidrio a la vez que tratar de quitar una sección demasiado grande de una sola vez. La dificultad habitual que experimentan la mayoría de los principiantes se debe a que calientan demasiado vidrio o calientan el borde del tubo a una profundidad demasiado grande.
Esto provocará que una zona demasiado grande de vidrio se ablande y se estire, dejando aún un borde desigual y antiestético. Los mejores resultados probablemente se lograrán si se calienta el vidrio a una profundidad de no más de 1/2 pulgadas.
Uso de varilla de vidrio o varilla de parche
Una de las ventajas del vidrio como material con el que trabajar es la facilidad con la que se pueden eliminar todos los rastros de errores y accidentes. Es cierto, por supuesto, que un trabajador cuidadoso que prepare con precisión todas las partes que se ensamblarán juntas obtendrá un trabajo de apariencia más profesional. Pero también es cierto que con el uso juicioso de la varilla de parche (varilla de vidrio), se puede hacer que el equipo que de otra manera se descartaría quede como nuevo.
Si está disponible una varilla de 2 mm, debe usarse, ya que en la mayoría de los casos esto coincide con el grosor de la pared del tubo de vidrio. En cualquier caso, no se debe usar una varilla de más de 3 mm a menos que se esté reparando un tubo de pared gruesa. Se puede utilizar cualquier método de sellado de la varilla, pero es importante mantener la llama pequeña para que solo se caliente la sección inmediata de vidrio y varilla que se va a fusionar.
Para más información Scientific glassblowing
Otros artículos en esta serie