
Tiempo de lectura estimado: 1 minuto
Las válvulas de cheque de vidrio se utilizan para detener el flujo de líquidos y gases. La precisión del rectificado necesario dependerá del uso para el que se destine la válvula.
Como sucede con las juntas de vidrio, se obtienen los mejores resultados cuando se utiliza una herramienta especial para el rectificado real en lugar de rectificar la bola de cheque en el asiento. Sin embargo, se pueden fabricar válvulas de cheque satisfactorias para muchas operaciones rectificando directamente la válvula en el asiento.
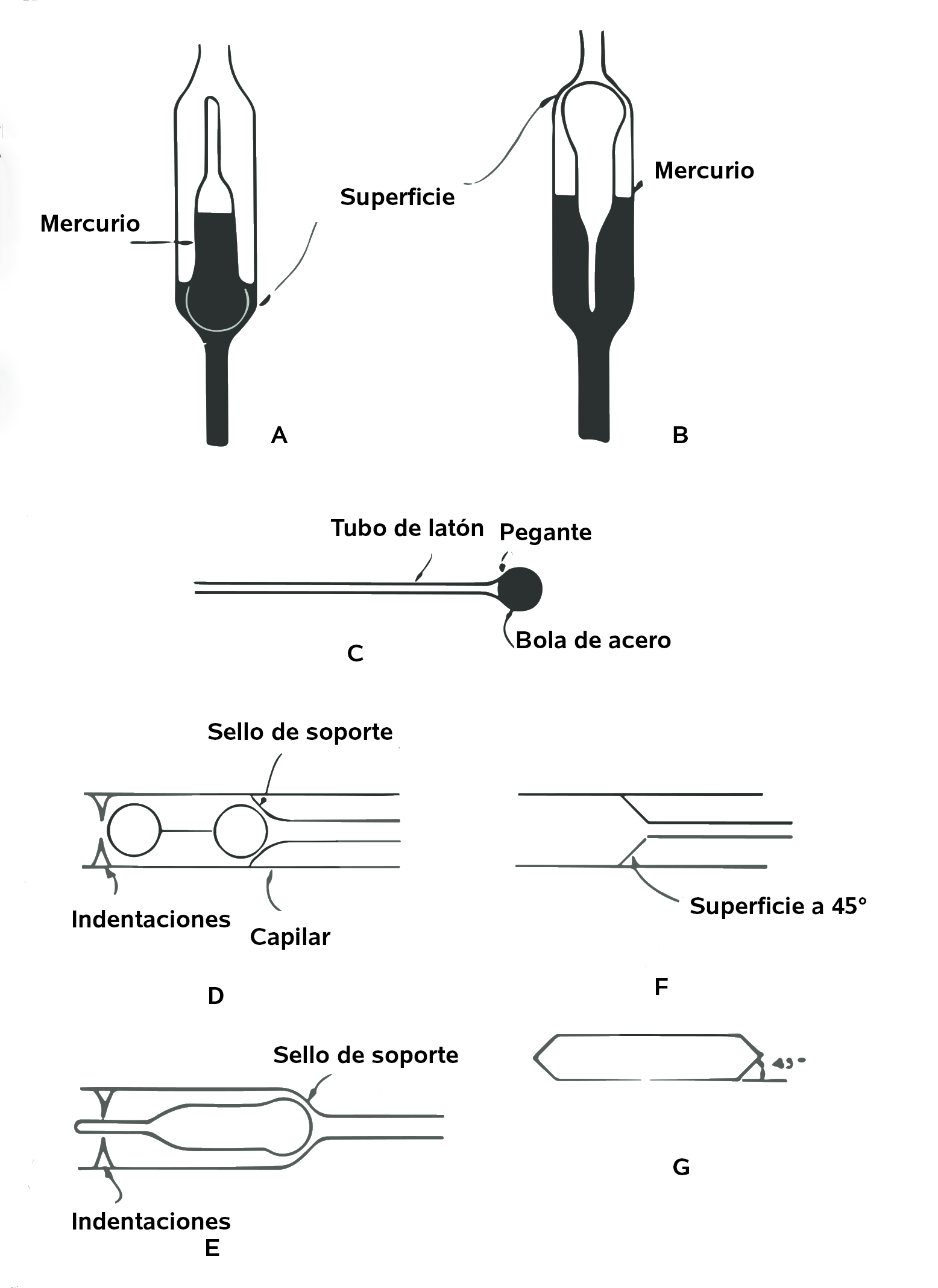
La Figura 1A muestra una válvula llena de mercurio que desciende para cerrarse. Estas válvulas se utilizan en bombas Toepler automáticas y se cierran cuando el nivel de mercurio desciende. La válvula de retención mostrada en la Figura 1B también se utiliza en una bomba Toepler, pero se cierra cuando el nivel de mercurio aumenta.
Las válvulas mostradas en las Figuras 1A y 1B se fabrican rectificando el asiento de la válvula con una bola de acero sellada en un mango, como se muestra en la Figura 1C, y utilizando tres grados de Carborundum, al igual que en el rectificado de las juntas $.
La bola de acero se puede utilizar más de una vez volviéndola a cementar al mango con una nueva superficie expuesta. Luego, se fabrica el flotador y se rectifica en el asiento preparado, utilizando solo los dos grados finales de Carborundum. Los tubos de extensión o extremo abierto forman un mango para rectificar estas válvulas en el asiento.
El flotador 1A luego se llena de mercurio y se sella, mientras que el flotador B se sella vacío ya que funciona como un flotador real. Ambas válvulas de retención se sellan en posición realizando el segundo sellado reducido, después de lo cual se empujan tres muescas para mantenerlas centradas en posición (ver Figura 1E).
La Figura 1D y E muestra otros dos tipos de válvulas de retención. La válvula mostrada en la Figura 1D muestra una bola de vidrio sólido y es especialmente buena para su uso cuando se sella un tubo de pared estándar a un tubo capilar. Para rectificar el asiento de esta válvula, se utiliza una herramienta especial que se muestra en la Figura 1G.
El rectificador debe estar hecho de latón o acero y conformado a un ángulo de 45° preciso. Se deben fabricar varios de estos rectificadores cónicos para que el cónico utilizado para el rectificado más fino se use solo una o dos veces. Sin embargo, se puede volver a utilizar en cada uno de los rectificados más gruesos antes de ser resuperficie. La Figura 1F muestra el asiento de la válvula después del rectificado.
Válvulas de cheque de bola de vidrio
Las bolas de vidrio están disponibles comercialmente, donde se pueden encontrar bolas de Pyrex o vidrio suave en muchos tamaños, comenzando en 1/8 de pulgada hasta 1 pulgada de diámetro.
Estas bolas de vidrio tienen una tolerancia esférica de 0.0002 pulgadas y una tolerancia de tamaño de -0.001 pulgadas. Sin embargo, cuando solo se desean unas pocas válvulas de retención de bola de vidrio, se pueden fabricar y rectificar mediante el siguiente procedimiento.
Si una varilla de vidrio se gira con la punta de la varilla en una llama, se formará una bola de vidrio en el extremo de la varilla. Esta rotación y calentamiento deben continuarse hasta que se haya formado una bola del tamaño deseado.
El vidrio se formará en una bola más rápidamente y la bola será más simétrica si la rotación se realiza con la varilla en posición casi vertical. Cuando se haya obtenido el diámetro deseado, el eje de la bola se puede alinear con el eje de la varilla girando en un plano horizontal y continuando la rotación hasta que el vidrio se haya solidificado.
La bola se termina calentando una pequeña varilla de vidrio y pegándola ligeramente a la bola, después de lo cual la varilla o mango original se corta. Con la varilla recién adherida como mango, el lado sin terminar de la bola se calienta y se trabaja en una forma suave mediante rotación. Si la bola parece demasiado corta y gruesa, se puede hacer más esférica al girar en posición vertical con la bola hacia abajo.
Por otro lado, si la bola es demasiado alargada, se puede devolver a su forma original girando verticalmente con la bola hacia arriba. Cuando el vidrio esté frío, el mango temporal se rompe de la bola y, si no estaba demasiado caliente cuando se unió, se romperá sin causar daños graves en la superficie de la bola.
Las superficies de la bola se rectifican colocando varias bolas entre dos piezas de vidrio que se presionan y giran con un movimiento circular. La placa inferior debe estar cubierta con Carborundum humedecido.
Válvulas de retención de bola de vidrio en vástagos
La Figura 2 muestra un tipo de válvula de retención de bola de vidrio comúnmente utilizada para controlar la salida de destilado en muchos tipos de cabezas de destilación controladas electrónicamente.
Estas se fabrican mediante el mismo procedimiento de recolección descrito en el párrafo anterior. La bola de vidrio debe recolectarse del mismo tamaño que el rodamiento de bolas que se utilizará para formar la plantilla de rectificado y también para rectificar el sello de la válvula.

Dos piezas de latón blando o cobre (preferiblemente cobre) se utilizan para formar el molde de rectificado. Estas deben tener al menos 1/4 de pulgada de grosor o más, dependiendo del tamaño de la bola que se utilizará. Se tratan térmicamente para ablandarlas y luego ambas piezas se colocan en un tornillo de banco con la bola entre ellas, como se muestra en la Figura 3A.
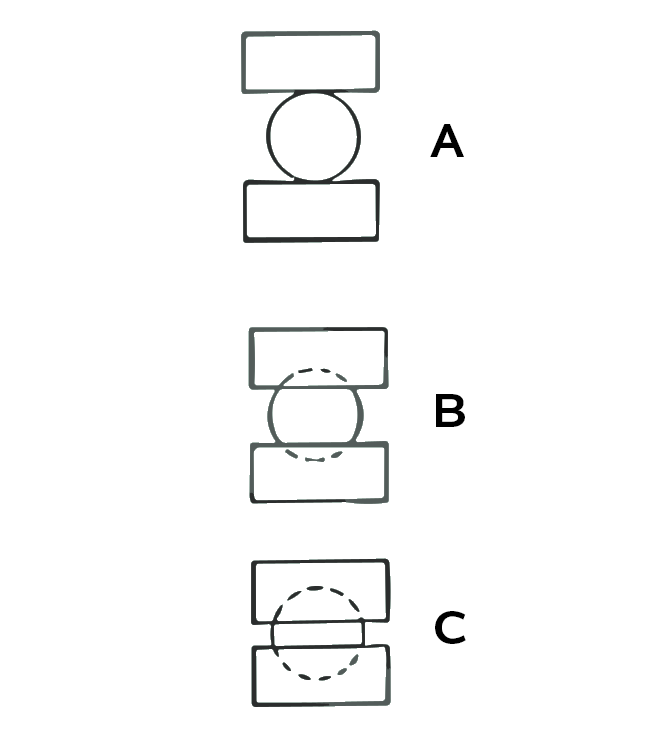
Cuando la bola está incrustada como se muestra en la Figura 3B, se retira la primera bola de acero y se inserta una nueva antes de continuar apretando las piezas de latón o superiores juntas, como se muestra en la Figura 3C.
La segunda bola asegurará que el molde sea más cercano a la perfección, aunque si la pieza en blanco se ha ablandado lo suficiente, el molde se puede terminar con la bola de acero original. Se debe tener cuidado en el apriete final para no incrustar la bola más allá de la marca central en ninguno de los moldes. De lo contrario, quitarla sin dañar el molde será difícil, si no imposible.
Se debe hacer un molde de rectificado para cada grado de Carborundum que se vaya a utilizar, y se pueden volver a utilizar comenzando con el grado más fino de Carborundum y trabajando hacia abajo hasta el más grueso, según se describe para otras herramientas de rectificado. Como precaución, el molde de rectificado debe desecharse cuando comience a mostrar signos de desgaste excesivo, aunque no se haya utilizado para todos los diferentes granos.
Se pueden obtener válvulas de retención satisfactorias con solo tres pasos de rectificado, comenzando con malla 100 y 150 a 180 para el rectificado intermedio y utilizando Carborundum de malla 400 para el último rectificado. Sin embargo, para válvulas de retención rectificadas con alta precisión, se recomienda Carborundum de malla 600 y un pulido final con grano óptico 44302.
Cuando se van a pasar materiales altamente viscosos a través de una válvula de retención, puede ocurrir pegajosidad cuando los asientos de la válvula se rectifican con rodamientos de bolas. Esta pegajosidad se puede eliminar virtualmente si el asiento de la válvula se rectifica con una herramienta especial de ángulo de 45° como se muestra en la Figura 1G.
Otros artículos en esta serie